
主要生产液压高速冲孔设备。从机械设备的生产到模具自主的研发,都令客户非常满意。目前有不锈钢管(方管、圆管)、锌钢、彩钢、铁管、铝合金、货架等冲孔设备。可为客户量身制作自动化、半自动化冲孔设备。的技术国内的同行业。
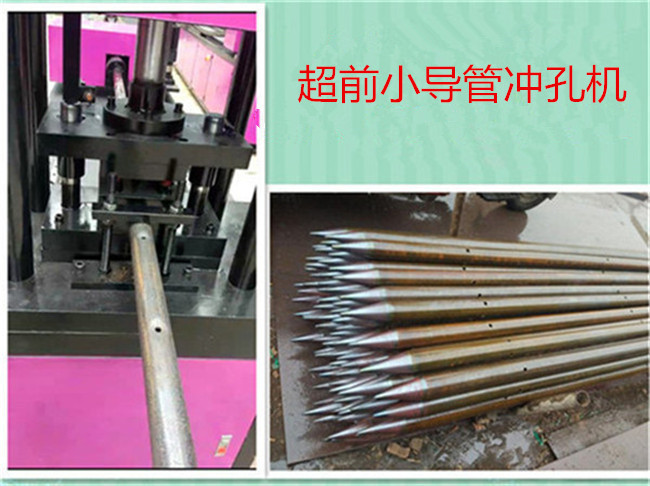
【注浆小导管冲孔机缩尖机】产品应用限制范围1 小导管注浆是浅埋暗挖支护的一种措施。在软弱、破碎地层中凿空后易塌孔,且施作锚杆很难或者结构断面较大时,应采取小导管支护。小导管支护配合钢拱架使用。在条件允许时,也可在地面进行注浆加固;在有导洞时,也可在导洞内对周边进行径向注浆加固。2 小导管注浆支护的一般测如下:钢管直径30 - 50mm 钢管长 3 - 5m ,钢管钻设注浆孔间距为 100 - 150 mm ,钢管沿拱的环向布置间距为 300 - 500 mm .钢管沿拱的环向外插角为 10°一 15° ,小导管是受力杆件,因此两排小导管在纵向应有一定搭接长度,钢管沿纵向的搭接长度一般不小于1m .导管安装前应将工作面封闭严密、牢固,清洗整理干净,并测放出钻设位置后方可施工.3 采用小导管加固时,为工作面和掘进安全,应确保小导管安装的地方正确和足够的有效长度,严控好小导管的钻设角度。用作小导管的钢管钻有注浆孔,以便向土体进行注浆加固,更有助于小导管自身刚度和强度。4 小导管注浆宜采用水泥浆或水泥砂浆。浆液充满例借及周围空隙,注浆量和注浆压力应由试验确定。小导管在开挖时承受地层的压力,为灌浆防止漏浆,小导管的尾部需设置封堵孔。 注浆施工应根据土质条件选择注浆法:在砂卵石地层中宜采用渗入注浆法;在砂层中宜采用、渗透注浆法;在粘土层中宜采用劈裂或电动硅化注浆法;在淤泥质软土层中宜采用高压注浆法。注浆材料应具备良好的可注性,固结后应有一定强度、抗渗、、耐久和收缩小,注浆工艺应简单、方便、安全注浆材料的选用和配比的确定,应依据工程条件,经试验确定。注浆施工期应监测地下水是否受污染,应该防止注浆浆液溢出地面或超出注浆范围小导管注浆宜采用水泥浆或水泥砂浆。浆液充满例借及周围空隙,注浆量和注浆压力应由试验确定。小导管在开挖时承受地层的压力,为灌浆防止漏浆,小导管的尾部需设置封堵孔。注浆施工应根据土质条件选择注浆法:在砂卵石地层中宜采用渗入注浆法;在砂层中宜采用、渗透注浆法;在粘土层中宜采用劈裂或电动硅化注浆法;在淤泥质软土层中宜采用高压注浆法。注浆材料应具备良好的可注性,固结后应有一定强度、抗渗、、耐久和收缩小,注浆工艺应简单、方便、安全注浆材料的选用和配比的确定,应依据工程条件,经试验确定。注浆施工期应监测地下水是否受污染,应该防止注浆浆液溢出地面或超出注浆范围【小导管冲孔机】产品工作效率1) 每天正常工作八小时一人一机可冲孔20000万余孔2) 冲孔速度:80-120次/分,无需定位,无需划线MM~6000MM。也可根据要求定制非标设备。5)操作界面简单易学,瓜操作,有自动计算功能,有单支等距冲孔(针对防盗窗管材冲孔设计程序,只要把料长,冲针直径,孔数输入电脑,就会自动计算头尾长度和孔距)。6)送料:采取了液压/气动工件自动进料后,按孔距自动向外送料,送料采用伺服电机自动控制送料。人性化人机交互操作面板,用户只要输入管的长度、孔的距离、孔的大小自动运算结果该产品还可以冲防盗网、护栏、门花、不锈钢管、锌钢管、铝合金管、超市货架、鞋架、展示架、天线厂管件、空调配件管件、家具五金管等。更多详情清来电!!【注浆小导管冲孔机缩尖机】产品简介用途特点:本设备大多数都用在型材冲孔,自动将型材冲出符合图纸要求的各种孔,可以冲圆管、方管、角铁、槽钢等各种型材。应用领域:建筑钢支撑圆管冲孔,吊篮方管冲孔,钢模板角铁冲孔,展示架冲孔,防护栏冲孔等等送料动力:采用大扭矩力交流同步伺服电机,具有反应快,定位精度高,低噪音,制动热损小,寿命长的特点。运动控制:采用的PLC控制器,屏操作,简单方便。寿命:本设备件均为名优配件,基础件加工采用数控加工制作,装配精度高,做大限度设备使用寿命。

小导管打孔机价格在以前比较的冲孔机加工的里面,通常都是利用手动或者是半自动来进行对工件完成冲孔加工,现在随着冲孔机的技术不断的进步,以前手动的冲孔机本身所具有的一些缺点是越来越明显了,速度上是非常的慢,所以在效率上就非常的低,而半自动的话就没有办法进行自动的送料。我们现在的货架、围栏护栏以及防盗网这些在来加工的时候,大部分都是利用数控冲孔机来进行完成的,而且在速度上是非常快的,度也是很高的,不会出现毛刺的情况,孔面还有一个很好的光洁度。
我们现在使用数控冲孔机就会让工件在进行装夹的时候会比较的容易,在来加工的时候也不要使用到一些比较特殊的夹具,这样就可以有明显效果地的夹具的成本,不会出现多次进行装夹,将我们产品的工艺可以有明显效果地的。

全自动冲孔设备:我们拥有的研发设计和施工团队,确保我们的设备在具有使用竞争力的基础上拥有非常良好的价格竞争力。
主要体现在以下几个方面——:我们的自动化机械的每一块钢板的焊接部分我们都经过大型磨床精心打磨然后再焊接。其次:我们的设备机架完成后都整体送往大型龙门铣加工中心经过意大利大型龙门铣整体铣过。(这个加工费用价格不菲,并且仅仅在机械上客户是看不出是否整体铣过。---但是能在机械加工时的加工精度上反映出来。可谓吃力不讨好的工作。目前行业里只有个人会使用了这道工序。)以此确保机械冲孔加工时的。然后:我们的齿条定位的特设计以及进口齿条都是行业内无二的优势。
详解:a、床身用方管加铁板组装焊接,退火处理后用意大利大型龙门cnc加工中心整体精密加工,机床机身和导轨以及各个部位精度达标。在导轨磨加工中,加工路线的确定一般要遵循以下几方面原则大的优势,如导轨磨加工生产出的零件非常并具有可重复性;导轨磨加工可以生产手动加工没办法完成的具有复杂外形的零件。
b.冲孔机构:龙门架式框架结构,度,高速液压缸(缸径100mm压力15吨),采用进口高耐磨密封件,耐压25mpa。可冲孔型材宽度范围200mm-600mm。水平方向两侧向内冲。
c.液压:11kw液压主电机配套双联叶片泵(每支油缸由一个油泵控制,够力和冲孔时液压缸伸缩距离控制),油田电磁阀。200l超大油箱,150l液压油风冷机。油泵和电磁阀极限压力21mpa。

小导管加工的性突破 小导管数控钢管冲孔机是山西万泽锦达机械制造有限公司依据市场需要与2015年推出的新设备,用于加工小导管自动化冲孔加工,能自动将型材冲出图纸要求的各种孔,可以加工圆管、方管、角钢等各种异型型材。 送料动力:采用大扭矩力交流同步伺服电机,具有反应快,定位精度高,低噪音,制动热损小,寿命长的特点。 运动控制:采用的plc控制器,屏操作,简单方便 寿命:本设备件均为名优配件,基础件加工采用数控加工中心制作,装配精度高,大限度设备使用寿命。 数控机箱是机器的指挥中心,进料、控制冲孔的速度,调节生产效率是他的职责。 冲压模具是整器的核心,它的精度和直接决定产品的。这几部分的设置,均是可控的,数控机箱的程序是可以更改的,冲压模具是可以更换的,泵站提供的压力是能调节的。型 号:TCK-5000/6000 送料长度: 5/6米 送料精度:±0.2mm 送料:22次/分钟-40次/分钟电动机功率:12(KW) 外形尺寸:6800*830*1600安装调试及售后服务承诺: 1、现场培训计划 从设备到位直到安装、调试结束,卖方在安装现场对有关运行人员进行有关的操作,排除般故障技能的训练,使买方有关人员使用的的基础技能,同时提供有关产品及所配置的重要元器件的操作手册。
为液压冲孔机充分的刚度,本机身是由两块60mm厚的钢板焊接而成。机身呈“c”型,喉口深度能进入宽规格的工件。机身上部为液压主缸,缸径达¢220mm。机身下部为工作台,装有阴模座。机身中部为冲头杆导向架,刚强的为冲头定心并导向。
一种机构,由液压油缸驱动,用来压紧工件,也用于承受冲头从工件中退出的退料力。
主缸上带有压头部件。压头上装有三个汽缸和被其驱动的垫块,从而形成冲头选择机构,可程控冲头的工作次序。
由下层的y轴和上层的x轴构成。y轴导轨安装在的底座上,底座与机身间有螺栓和定位销连接,相互间位置固定,而又便于拆开分别运输。x、y轴均有交流伺服电机直接带动滚珠丝杠,传动相应托板在导轨上。x轴托板上装有夹钳,从而带动工件。在y轴拖板上还固定有工件支撑板,板上有万向输送球支承工件。
全自动冲孔设备:我们拥有的研发设计和施工团队,确保我们的设备在具有使用竞争力的基础上拥有非常良好的价格竞争力。
主要体现在以下几个方面——:我们的自动化机械的每一块钢板的焊接部分我们都经过大型磨床精心打磨然后再焊接。其次:我们的设备机架完成后都整体送往大型龙门铣加工中心经过意大利大型龙门铣整体铣过。(这个加工费用价格不菲,并且仅仅在机械上客户是看不出是否整体铣过。---但是能在机械加工时的加工精度上反映出来。可谓吃力不讨好的工作。目前行业里只有个人会使用了这道工序。)以此确保机械冲孔加工时的。然后:我们的齿条定位的特设计以及进口齿条都是行业内无二的优势。
辽宁省沈阳市注浆钢管加工设施注浆小导管尖头加工机主要使用在于小导管尖头自动化加工,是根据山西万泽锦达市场需要研发的新机型,属于国内产品。主要特点: 用于加工小导管锥形尖头的自动化加工,有噪音小、易操作、产量高、性能等特点。工件成形时间短,,加工表面十分光滑,工件无伤痕。设有闭路循环,确保机器长时间正常运行,机器模具更换简单没在相应模具配合下可加工不一样的形状金属管,不一样的需求。小导管尖头机是我公司研发生产的新代管工产品,主要针对于桥隧行业的钢管尖头缩管要求设计,具有,效率快、体积小、重量轻、开模快、易操作、好维修等优点,是桥隧行业的钢管尖头缩管的机型!小导管尖头设备外形好看、结构紧密相连、简单易操作,三相、单相电压可选扣压到位时油缸自动回位,可采用手动和自动操作,运行平稳可靠.故障率较低,模具与模座为轴向,燕尾式模具,装卸方便。广泛适用于城市建筑、工程机械,液压机械,油田等行业。型号 TJ-48/50型 TJ-75/76型 TJ-108/114型大缩管能力mm 48/50*2 75/76*2 108/114*3次缩管能力mm 400 600 600成形时间 7-30秒/次 7-30秒/次 7-30秒/次模具开闭量 50mm 90mm 90mm电动功率Kw 4kw 7.5kw 11kw参数小导管施工的各项参数确定应根据围岩边界地质条件、围岩状况、支护结构及形式及断面尺寸而定。一般小导管施工沿着开挖轮廓线度范围设置。正常的情况下:小导管长度L=上台阶高度+2m。小导管直径:38-50mm。小导管前段做成约10cm长的圆锥状,在尾端焊接直径6~8mm的钢筋箍。外插角度一般控制在10度~15度。注浆压力控制在2MP左右。浆液扩散半径一般为0.5m。注浆速度控制在50-100L/MIN。每循环小导管的搭接长度控制在1m以内。制作1 一般都会采用直径38~50mm的无缝钢管制作。2 在小导管的前端做成约10cm长的圆锥状,在尾端焊接直径6~8mm钢筋箍。距后端100cm内不开孔,剩余部分按20~30cm梅花形布设直径6mm的溢浆孔。安装可采用引孔或直接顶入。1用电钻钻孔,孔直径大于小导管直径的10-20mm,孔深视导管长度而定。2导管如有困难,可用带有功能的风钻将套管顶入。3用吹风管吹出孔内的杂物。4小导管尾缠棉纱,使得小导管与钻孔密贴,并用棉纱将空口堵紧。5小导管安装后使得其周围一些范围内用砼封闭。厚度控制在5-8cm。

详解:a、床身用方管加铁板组装焊接,退火处理后用意大利大型龙门cnc加工中心整体精密加工,机床机身和导轨以及各个部位精度达标。 在导轨磨加工中,加工路线的确定一般要遵循以下几方面原则大的优势,如导轨磨加工生产出的零件非常并具有可重复性;导轨磨加工可以生产手动加工没办法完成的具有复杂外形的零件。
b.冲孔机构:龙门架式框架结构,度,高速液压缸(缸径100mm压力15吨),采用进口高耐磨密封件,耐压25mpa。可冲孔型材宽度范围200mm-600mm。水平方向两侧向内冲。
c.液压:11kw液压主电机配套双联叶片泵(每支油缸由一个油泵控制,够力和冲孔时液压缸伸缩距离控制),油田电磁阀。200l超大油箱,150l液压油风冷机。油泵和电磁阀极限压力21mpa。

辽宁省沈阳市注浆钢管加工设施辽宁省沈阳市注浆钢管加工设施辽宁省沈阳市辽宁省沈阳市注浆钢管加工设施注浆钢管加工设施
为你提供的“辽宁省沈阳市注浆钢管加工设备”详细的介绍,包括注浆小导管缩尖机价格、型号、图片、厂家等信息。不是你想要的产品?点击发布采购需求,让供应商主动联系你。
“辽宁省沈阳市注浆钢管加工设施”信息由发布人自行提供,其真实性、合法性由发布人负责。交易汇款需谨慎,请注意调查核实。